GP
Great PlasticsEngineering Materials & Custom Parts
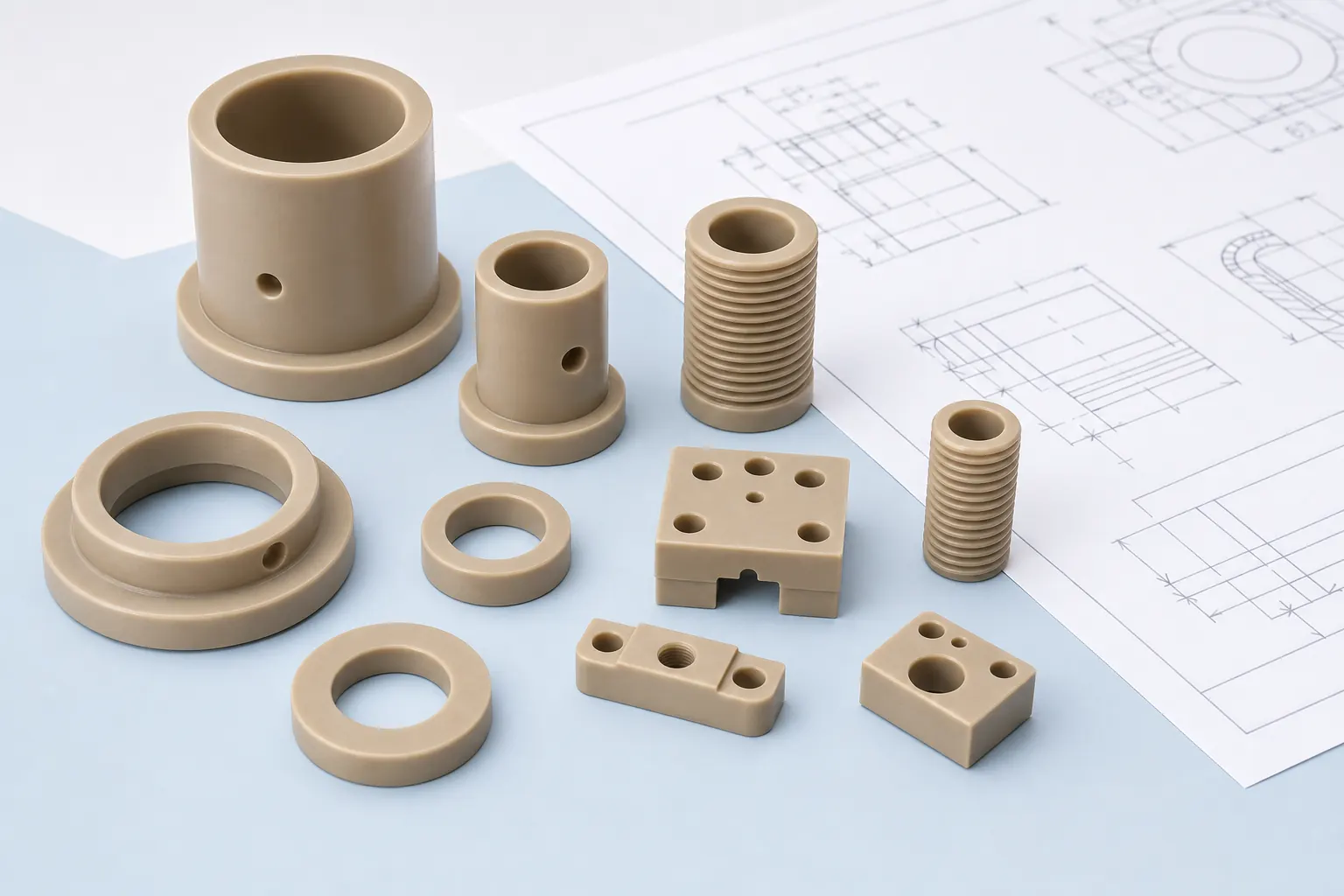
CNC plastic machining services
CNC plastic machining for engineering plastic parts from drawings.
Great Plastics helps buyers review machined plastic parts before quote: material behavior, critical tolerances, part geometry, inspection needs and the most practical route from prototype to repeat production.
POM, Nylon, PTFE, UHMW-PE
Milling, turning, drilling, routing
Drawing, tolerance and RFQ review
Short answer
Plastic machining is not metal machining with a different material name.
Machined plastic parts can deflect, absorb moisture, release internal stress, soften with heat, burr differently and move after cutting. A useful quote starts by deciding which dimensions are truly functional, which tolerances can relax, and which material grade fits the actual operating environment.
Buyer path
What Great Plastics can review before quoting.
Quote readiness
The fastest plastic machining quotes separate functional risk from simple geometry.
| RFQ signal | What it tells the machining review | How to make the quote clearer |
|---|---|---|
| Material already specified | The review can focus on stock form, machining behavior and documentation needs. | Add resin family, grade, color, filler, certificate needs and any approved alternatives. |
| Performance target only | The material is still open, so the environment and failure mode matter most. | Share heat, chemical exposure, load, wear, electrical, cleaning and outdoor requirements. |
| Critical dimensions marked | Inspection effort can be focused on features that affect fit, sealing or motion. | Separate functional tolerances from general clearance, cosmetic and non-critical dimensions. |
| Quantity and stage included | The process route can be matched to prototype, pilot run or repeat production. | State whether the order is a one-time sample, validation batch or recurring part. |
| Finish and edge condition defined | Burr control, tool marks and cosmetic expectations can change the route and cost. | Describe visible surfaces, sliding faces, sealing faces, transparent edges and handling needs. |
Material route
Start with the failure mode, not the most expensive plastic.
| Project pressure | Materials often reviewed | Machining concern | RFQ note |
|---|---|---|---|
| Heat, chemicals and wear | PEEK, PPS, PI, PAI | Tool heat, reinforced grades, edge quality, dimensional movement. | Share continuous and peak temperature plus chemicals. |
| Electrical insulation and stiffness | PEI, PC, PPS, G10/FR4 where appropriate | Chip control, edge chipping, internal radii and finish expectations. | Mark creepage, clearance and dielectric requirements. |
| Wear, sliding or low friction | PTFE, POM, Nylon, UHMW-PE, PEEK blends | Material softness, burrs, creep, moisture and bearing fit. | Provide load, speed, mating material and lubrication condition. |
| Cost-sensitive mechanical parts | POM, Nylon, PET, HDPE, PP, PVC | Moisture, stress relief, tolerance drift and environment limits. | Confirm which features are critical and which are clearance-only. |
Machining decisions
How to make CNC plastic parts easier to quote and manufacture.
Milling
Best for plates, fixtures, manifolds, pockets, slots and flat parts. Review internal corner radius and wall support before quoting.
Turning
Useful for bushings, rollers, spacers, sleeves and ring parts from rod or tube stock. Review concentricity and thin-wall stability.
Routing
Efficient for sheet-based profiles, panels and larger cut parts. Review edge finish, hole spacing and sheet thickness tolerance.
Drilling and tapping
Plastic threads, inserts and deep holes need careful review because heat and chip packing can damage features.
Stress relief
Some materials or geometries may need staged machining, stock allowance or post-machining stabilization to reduce movement.
Inspection planning
Separate fit-critical dimensions from general dimensions so inspection effort supports function instead of adding avoidable cost.
Design for machining
Review these features before sending a plastic part to production.
- Use generous internal radii where possible; sharp inside corners force small tools and increase cost.
- Avoid over-tight tolerances on non-functional faces, especially on long, thin or flexible parts.
- Mark sealing faces, bearing fits, press fits, threaded holes and datum surfaces clearly.
- Confirm whether the part will see heat, cleaning chemicals, outdoor exposure, wear, food contact or electrical load.
- Tell us when a cosmetic edge, transparent finish or low-burr condition matters to assembly.
Tolerance planning
Do not buy more precision than the plastic part can use.
| Feature type | Quote strategy | Why it matters |
|---|---|---|
| Bearing, seal or press-fit diameter | Mark as critical and provide mating component details. | Small changes affect friction, leakage, assembly force and wear. |
| Clearance slot or mounting hole | Use practical clearance unless exact position controls function. | Plastic movement can make unnecessary tight tolerances expensive. |
| Flatness on sheet or plate parts | Review material, thickness, machining balance and fixture method. | Removing material from one side can release stress and create bow. |
| Threads and inserts | Confirm load, assembly frequency and whether metal inserts are acceptable. | Plastic threads can strip, creep or deform under repeated use. |
| Cosmetic or transparent surfaces | State finish expectations before quote. | Machining marks, haze and edge whitening vary by material. |
Prototype to production
Choose the route that matches risk, quantity and geometry.
Prototype CNC machining
Use machined parts to verify fit, load path, material behavior and tolerance before larger purchasing decisions.
Repeat machined batches
For low to mid volumes, keep design changes flexible while improving consistency through critical-feature review.
Molding or hybrid route
When volume rises, compare machining, cut blanks, 3D printing or injection molding before committing to tooling.
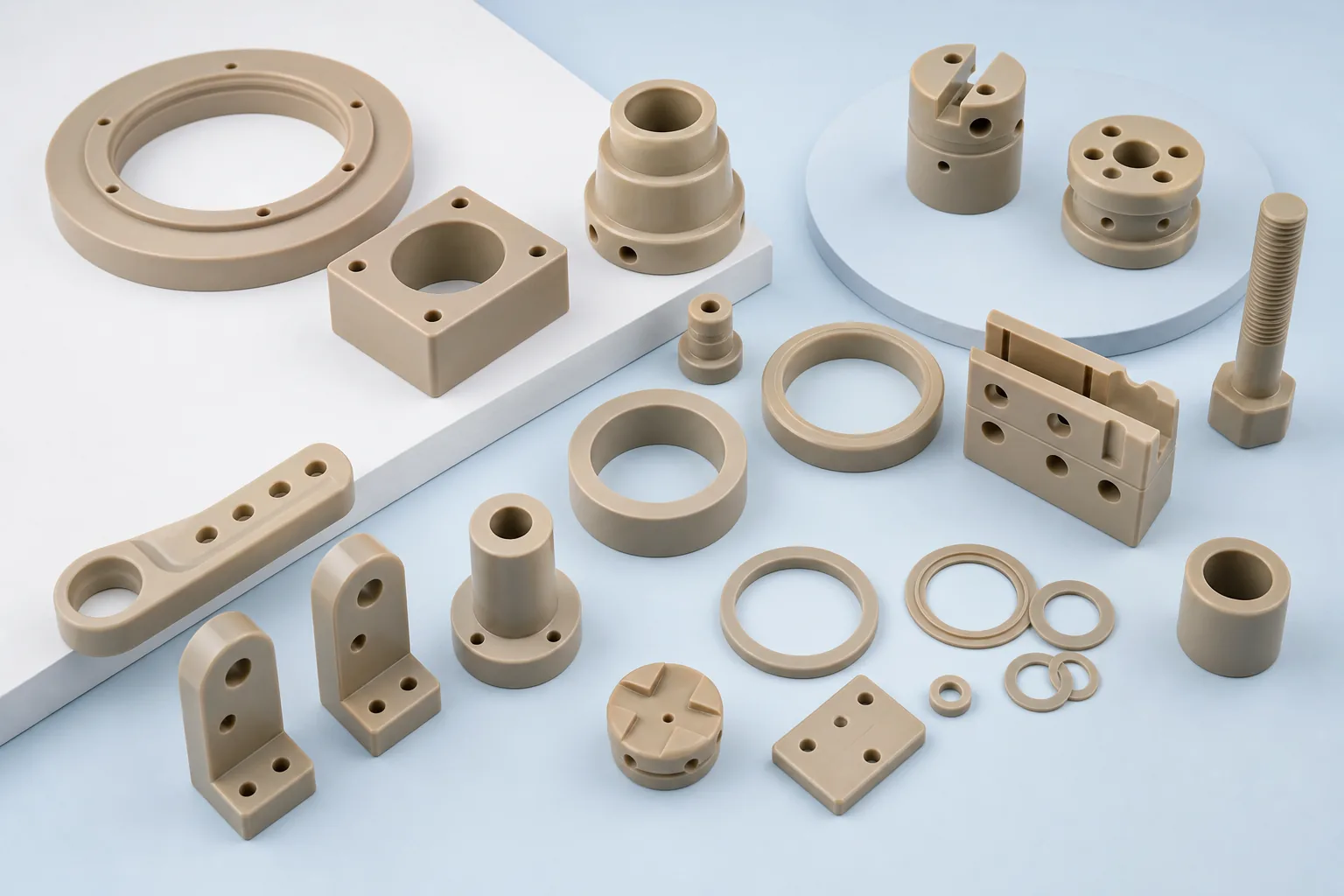
Application matrix
Where machined plastic parts are commonly reviewed.
| Industry context | Example part types | Review emphasis |
|---|---|---|
| Semiconductor and electronics | Insulators, fixtures, carriers, spacers, guides | Cleanliness expectations, dimensional stability, electrical behavior and material restrictions. |
| Chemical processing | Valve seats, pump parts, seals, manifolds, wear rings | Chemical exposure, temperature, creep, sealing faces and media compatibility. |
| Industrial machinery | Bushings, rollers, chain guides, wear pads, replacement parts | Wear, load, mating surfaces, lubrication, noise reduction and replacement timing. |
| Medical and laboratory equipment | Housings, trays, fixtures, diagnostic components | Cleaning, documentation needs, biocompatibility requirements and finish expectations. |
| Aerospace and energy | Lightweight insulators, guides, bushings, thermal-resistant parts | Temperature, weight reduction, documentation, traceability and approved material requirements. |
RFQ checklist
Send the details that reduce quote back-and-forth.
- 2D drawing and 3D model, if available
- Material name, grade or performance target
- Quantity, prototype stage or production run
- Critical tolerances and datum features
- Operating temperature and peak temperature
- Chemical exposure, wear, load and speed
- Surface finish, edge quality and cosmetic needs
- Inspection, certificate or traceability requirements
- Packaging, cleaning or handling requirements
- Target lead time and delivery destination
Related pages
Continue the material and manufacturing review.
FAQ
Questions buyers ask before CNC plastic machining.
What materials can be considered for CNC plastic machining?
Common candidates include PEEK, PPS, PEI, PAI, PI, PTFE, POM, Nylon, UHMW-PE, PC, PVDF and other engineering plastics. Final selection should be based on temperature, chemicals, load, wear, electrical needs and dimensional stability.
Is CNC plastic machining better than injection molding?
CNC machining is usually better for prototypes, low-volume parts, tight design changes and stock-shape components. Injection molding may be better when geometry is stable and production volume can justify tooling.
What affects the cost of machined plastic parts?
Cost is affected by material grade, stock form, part size, setup time, machine time, critical tolerances, thin-wall risk, surface finish, inspection requirements, documentation needs and order quantity.
What tolerances are realistic for machined plastic parts?
Plastic tolerances depend on material, geometry, part size, wall thickness, moisture, temperature and inspection method. Critical dimensions should be marked separately so Great Plastics can review feasibility before quoting.
Can Great Plastics machine PEEK, PPS, PEI or PAI parts?
Great Plastics can review drawings for high-performance engineering plastic machining projects. Send the material grade or application requirements so the correct stock form, machining route and documentation needs can be checked.
What should be included in a CNC plastic machining RFQ?
Send a 2D drawing or 3D model, material or performance target, quantity, tolerance, critical features, operating environment, surface finish, inspection needs, documentation needs and target lead time.
How should document, inspection or stock requirements be shared?
Add certificate, inspection record, stock availability, packaging and documentation requirements directly in the RFQ so they can be reviewed with the drawing and project scope.
Request machining review
Send drawings for CNC plastic machining feedback before quote.
Great Plastics can review material options, geometry risks, critical tolerances, documentation needs and the best next step for prototypes or production parts.