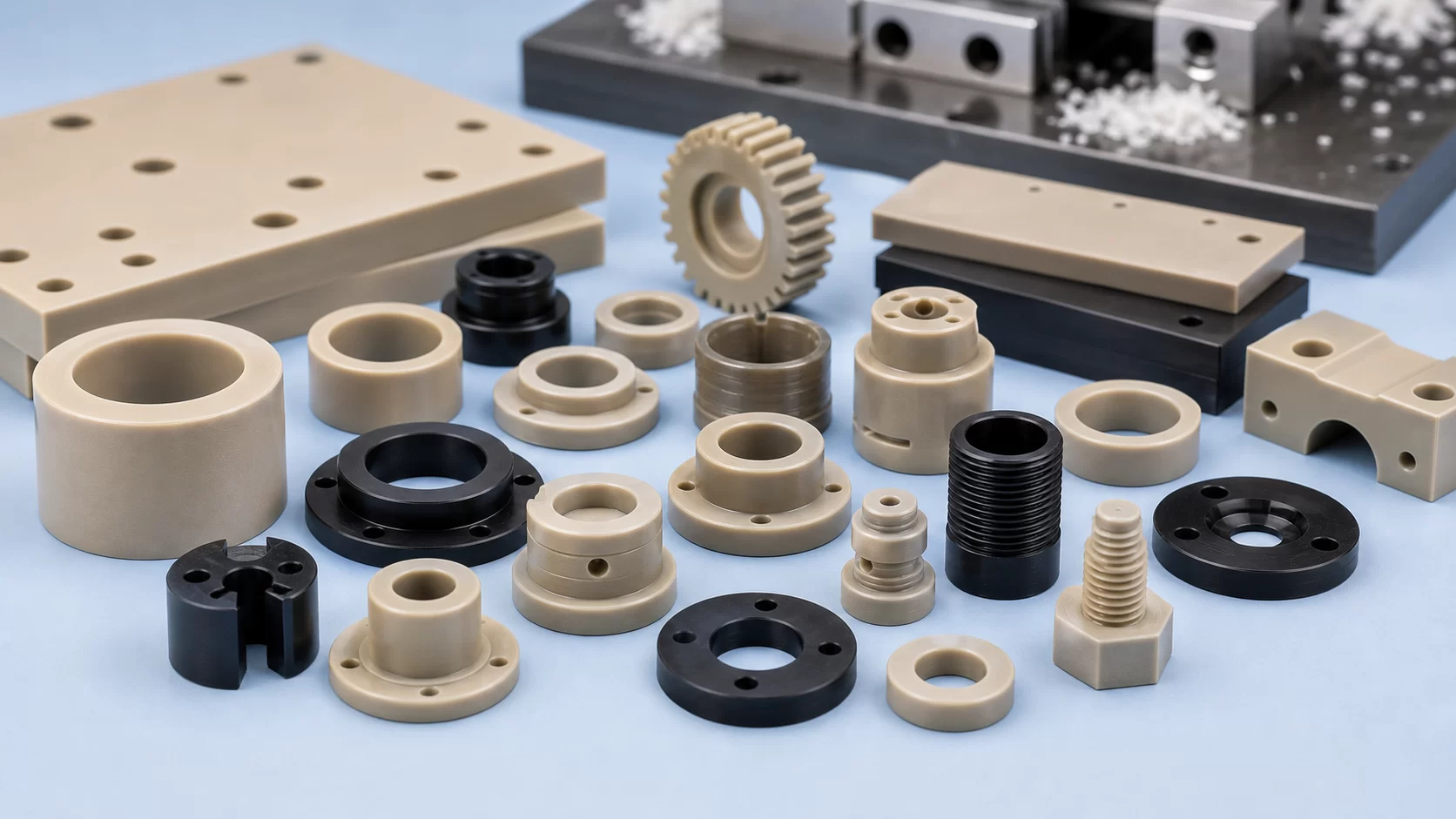
CNC plastic machining services
CNC plastic machining for engineering plastic parts from drawings.
Quote machined plastic parts with material review, critical tolerance planning, stock-shape selection and RFQ support for prototypes, replacement parts and repeat production.
Short answer
Plastic machining is not metal machining with a different material name.
Engineering plastics move, expand, soften, chip and absorb moisture differently than metals. Useful CNC plastic machining starts by connecting the drawing to the material family, stock shape, cutting heat, fixturing, wall thickness, tolerance target and inspection method.
Quote triage
Five plastic machining risks to flag before the first setup.
Before a drawing becomes a toolpath, the review should identify where the plastic can move, heat, chip, bow or miss inspection intent. These checks help buyers separate design requirements from machining assumptions.
Annealing and stress relief
High-value or stress-sensitive plastics may need staged roughing, rest time or annealing notes before final machining.
Heat and chip control
Feed, tool sharpness, coolant strategy and chip evacuation affect melting, burrs, cracking and surface finish.
Thin walls and unsupported features
Deep pockets, long ribs, small threads and sharp inside corners can move or break during clamping and finishing.
Datum and inspection intent
Critical dimensions should be tied to function, operating temperature and inspection method rather than applied to every surface.
Stock form and yield
Sheet, rod, tube or prepared blanks change waste, lead time, extrusion direction and setup strategy.
Process selection
Choose the machining route around geometry, stock form and tolerance risk.
Machining decisions
What Great Plastics can review before quoting machined plastic parts.
Material
Plastic behavior
Review heat, chemicals, wear, moisture, creep, thermal expansion and dimensional stability before choosing stock.
Geometry
Part risk
Identify thin walls, deep pockets, sharp corners, long unsupported features and fragile thread details.
Tolerance
Critical dimensions
Separate fit-critical dimensions from cosmetic or non-functional dimensions to control cost and inspection effort.
Stock
Shape and yield
Match sheet, rod, tube or blank size to the drawing to reduce waste and machining time.
Finish
Edges and surfaces
Define deburring, sealing surfaces, bearing surfaces, visible faces and finish expectations before quote.
Volume
Prototype to repeat batches
Use quantity, revision risk and annual usage to decide CNC machining, molding or hybrid production path.

Start with the failure mode, not the most expensive plastic.
The best material for CNC plastic machining depends on how the part can fail. A valve seat, bearing sleeve, electrical spacer and flat fixture can all require different plastics even when the machining route is similar.
- PEEK, PI and PAI for high heat, load or wear requirements.
- PPS, PVDF and PTFE for chemical and fluid handling environments.
- PEI, PI and PC for electrical insulation and heat behavior.
- POM, Nylon and PET for cost-aware mechanical parts and stable machining.
Material machining matrix
Common engineering plastics for CNC machining.

Do not buy more precision than the plastic part can use.
Tight plastic tolerances should be tied to function. Some plastics change size with moisture, temperature and stress relief, so the quote should identify which dimensions truly control assembly, sealing, motion or inspection.
- Mark datum structure and fit-critical dimensions.
- Use practical tolerances for non-critical surfaces.
- State inspection method and operating temperature when relevant.
- Separate prototype learning from repeat production requirements.
Application matrix
Where CNC machined plastic parts are commonly reviewed.
RFQ checklist
Send the details that reduce CNC plastic machining quote back-and-forth.
FAQ
Questions buyers ask before CNC plastic machining.
Plastic machining RFQ
Send drawings before machining cost, material and tolerance decisions are locked.
A useful CNC plastic machining quote connects the drawing to material behavior, stock form, machining route and inspection needs. Share the part context so the review can focus on the right plastic and production path.
- 2D drawing and 3D model
- Material target or required performance
- Critical tolerance and inspection needs
- Quantity, finish, environment and lead time